
离心机组装流程
- 2021-03-31-
离心机组装流程
离心机的顺利运转,要先按照组装流程及注意事项先组装起来,从细节出发,严格的区分每个部件,并装好一个位置就做一次记录,确保后期工作的可靠性,注意各个部件组装前要先检查,损坏的要及时更换。
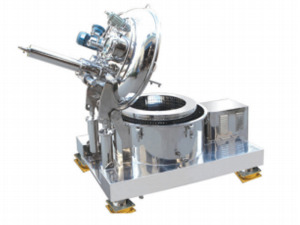
1、离心机整体机组的安装,应直接放置在基础上用成对斜垫铁找平。
2、现场组装的,底座上的切削加工面应妥善保护,不应有锈蚀或操作,底座放置在基础上时应用成对斜垫铁找平。
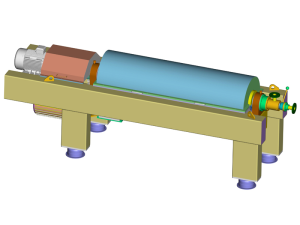
3、离心机找正时,风机轴与电动机轴的不同轴度:径向定位移不应超过0.05毫米,倾斜不应超过0.2/1000。
4、机壳组装时,应以转子轴心线为基准找正机壳的位置并将叶轮进气口与机壳进气口间的轴向和径向间隙高速至设备技术文件规定的范围内,同时检查地脚螺栓是否紧固。调整时力求间隙值小一些,以提高风机效率。
5、离心机的主轴和轴瓦组装时,应按设备技术文件的规定进行检查。轴承盖与轴瓦间应保持0.03~0.04毫米的过盈。
6、轴瓦研刮前应先将转子轴心线与机壳轴心线校正,同时调整叶轮与进气口间的间隙和主轴与机壳后侧板轴孔间的间隙,使其符合设备技术文件的规定。
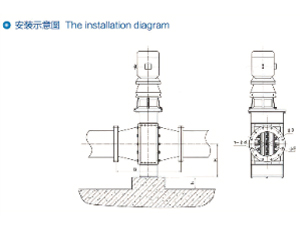
7、轴承座与底座应紧密接合,纵向不水平度不应超过0.2/1000,用水平仪在主轴上测量,横向不水平底不应超过0.3/1000,用水平仪在轴承座的水平中分面上测量。
8、滚动轴承装配的离心机,两轴承架上轴承孔的不同轴度,可待转子装好后,以转动灵活为准。
离心机组装完成后,应试运转多次,可动的地方不能有卡、顿现象,紧固的地方不准有松动,任何工作都需要严格掌握的,这样才能使设备达到预期的使用效果,避免了一些不当操作,以免带来不必要的问题和麻烦。
上一条: 离心脱水机该如何摆放呢
下一条: 泥浆不经污泥脱水机排入江河有什么危害?




 庆丰APP
庆丰APP 庆丰微信公众号
庆丰微信公众号